M2
STANDARDS : X100CRMOV5
M2
DIN 3343
AISI M2
AFNOR Z85WDCV06-05-04-02
| C 0.90 | Si 0.30 | Mn 0.30 | Cr 4.10 | Mo 5.00 | V 1.90 | W 6.40 |
Bharat Metals is the largest Supplier & Stockiest of M2 in India.
M2 is a standard high-speed steel grade. Having balanced alloy composition forms the basis of its high toughness and good cutting edge retention, rendering it suitable for a large variety of applications.
This grade is mainly used for all metal-cutting tools for roughing or finishing such as twist drills, diverse milling cutters, thread dies, broaches, reamers, countersinks, thread chasers, circular saw segments, shaping tools and woodworking tools. Also highly suitable for cold-forming tools such as cold extrusion rams and dies, as well as cutting and precision cutting tools, plastic moulds with elevated wear resistance and screws.
Steel Properties
Standard high-speed steel grade. Its well-balanced alloy composition forms the basis of its high toughness and good cutting edge retention, rendering it suitable for a large variety of applications.
Physical Properties
| Thermal Conductivity at °C | 20 | 350 | 700 |
|---|---|---|---|
| W/(m*K) | 32.8 | 23.5 | 25.5 |
Application
For all metal-cutting tools for roughing or finishing such as twist drills, diverse milling cutters, thread dies, broaches, reamers, countersinks, thread chasers, circular saw segments, shaping tools and woodworking tools. Also highly suitable for cold-forming tools such as cold extrusion rams and dies, as well as cutting and precision cutting tools, plastic moulds with elevated wear resistance and screws.
Heat Treatment
| Soft annealing °C | Cooling | Hardness HB |
|---|---|---|
| 770 – 860 | Furnace | max. 269 |
| Stress-relief annealing °C | Cooling |
|---|---|
| 630 – 650 | Furnace |
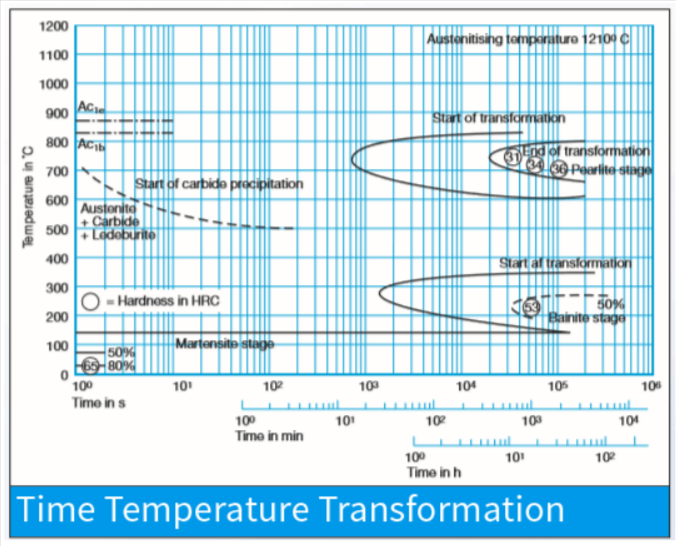
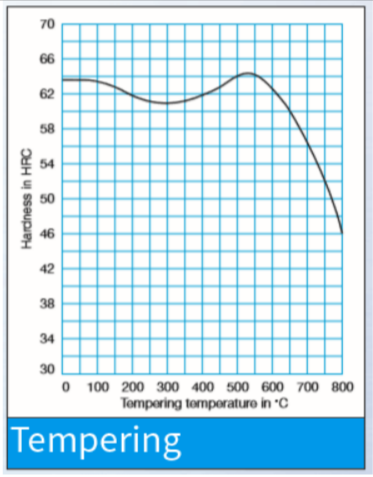
| 1st pre-heating °C | 2nd and 3rd | Hardening °C | Quenching | Tempering °C | Hardness after Teperature HRC |
|---|---|---|---|---|---|
| up to approx. 400 in an air-circulating furnace | 850 and 1050 | 1190 – 1230 | Saltbath, at least 550 °C Oil ,Air | at least twice 530-560 | 64 – 66 |
For cold-forming tools with a complex geometry, a hardening temperature at the lower end of the quoted range is recommended. The stated hardening temperatures apply to saltbath hardening only. For vacuum hardening, we suggest a reduction of 10 °C to 30 °C.